|
 |
|
|
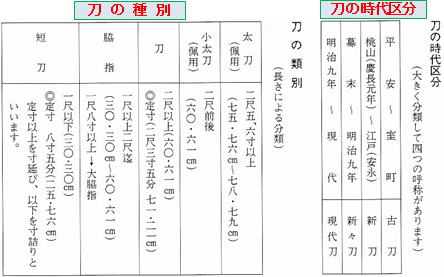
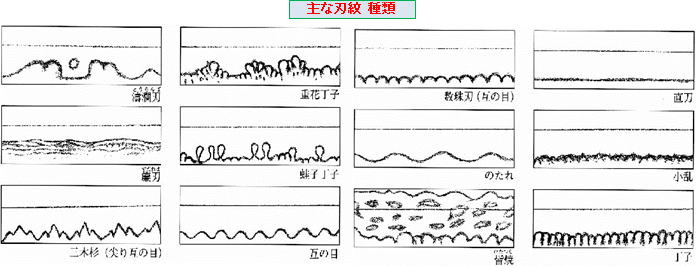
| 日本刀とは | わが国最初の刀剣として、弥生時代(紀元前4世紀~紀元3世紀)に存在していたと言われます。 石剣から銅剣、鉄剣へ移行して奈良時代の聖徳太子佩用の七星剣や丙子椒林剣は有名な直刀で 刀工個々人でなく偉人が所有である。刀工で最古銘は平安時代初期810年 伯耆国(鳥取県)で 活躍した大原安綱だと言われ、中期には山城国(京都府)に三条宗近の名工が湾刀に進化し、 純国産の『日本刀』が誕生する。 |
|||||||||||||||||||||||||||
| 時代による流派と刀工名 | ||||||||||||||||||||||||||||
| 平安期 現存する名刀
|
||||||||||||||||||||||||||||
鎌倉 初期
後鳥羽上皇の命により院に上番して交代で御用を勤めた刀工を言う。山城粟田口派、備前古一文字派、備中古青江派に 限られている。1月=則宗 2月=貞次 3月=延房 4月=国安 5月=恒次 6月=国友 7月=宗吉 8月=次家 9月=助宗 10月=行国 11月=助成 12月=助延 鎌倉 中期~後期 各地に個性的な作風が確立して華やか刃紋が現れるが、新藤五国光が相州伝を打ち立て、行光を経て 正宗によって完成の域に達した。ここに刀剣の重要な”折れず、曲がらず、良く切れる” が確立さてた。 備前長船系:長光、景光、三郎国宗、一文字助真 山城系:来国俊、了戒、来国光 肥後系:延寿国村、国資 綾小路派:定利、定吉、 その他備前:福岡一文字、吉岡一文字、片山一文字、岩戸一文字 美濃関系:金重 北陸系:為継、宇多国光、国宗、国房、藤島友重 大和五派:千手院、手掻、当麻、保昌、尻懸を言う。 正宗十哲:来国次(貞宗(養子)、長谷部国重、関金重、長義、筑州左、呉服郷則重、郷義弘、石州直綱 備前兼光、長義、志津三郎兼氏 貞宗三哲:備前元重、山城信国、但州国光 短刀日本三作:粟田口国吉、新藤五国光、筑州大石左 南北朝時代 鎌倉幕府打倒で新田義貞、楠木正成、足利尊氏が挙兵して戦乱の中、太刀が優美な姿から次第に豪壮に なり、長大で幅広く重ね薄い、中には四尺から五尺以上の大太刀もある。室町末大磨り上げて刀として使用。 この時代では相州伝が全盛期で備前国では相伝備前として見られ、山城伝、大和伝は衰えて代わって 美濃伝が現れる。 相州伝:広光、秋広 山城系:信国、国重、国平、来倫国、国真 備前系:兼光、倫光、政光、基光、義光、義景 相伝備前系:長義、長重、兼長、秀光 備中系:次直、次吉、貞次、吉次、直次、守次 三原系:正家、正広、正信 美濃直江志津系:兼友、兼次、兼信、兼俊 美濃関系:金重 北陸系:為継、宇多国光、国宗、国房、藤島友重 室町時代 応仁の乱が長く戦乱続き、明や朝鮮への刀剣輸出、織田信長天下統一戦国時代等により作刀が一番多い 時代であり、特に輸出刀剣は数物で備前・美濃・豊後・北陸の量産が多く美術価値の無 応永備前系:盛光、康光、師光、家助、経家 末備前系:則光、祐光、利光、忠光、勝光、宗光、清光、祐定 末美濃系:兼定、兼吉、兼光、兼常、兼貞、兼房 山城系:信国、吉則、長吉 相模系:正広、綱広、康国、総宗、助宗、義助、広助 伊勢系:村正、正重 北国系:友重、景光、行光、清光 豊後系:鎮政、鎮教、鎮忠、統正、統行、長盛、鎮守 桃山~江戸初期 天下安定後豊臣秀吉が亡くなり、最後の戦いが関が原で行われていよいよ徳川時代の幕開けとなる。 その頃に洋鉄が入り、家康のお抱え刀工の越前康継が南蛮鉄を用いて作刀する。新刀の始まりであり、 古刀と違いがある、南蛮鉄を使用して刀工として肥前土佐守忠吉や越前守助広、近江守助直等いる 新刀の祖:埋忠明寿で門人は東山美平、肥後守輝広,肥前忠吉 山城:信濃守国広の門人は国安、正弘、国路、国とも、 国貞、国助、国清 伊賀守金道、丹波守吉道、越中守正俊、来金道 江戸では繁慶 、仙台=国包、 尾張=政常、氏房、信高 紀伊=重国、 加賀=兼若 、肥前=忠吉一門 肥後=同田貫一門、 薩摩=波平一門 寛文新刀は反り浅く刃紋は斬新で華やか物が現れる。 長曽根虎徹の数珠刃、津田越後守助広の濤瀾乱、二代河内守国助の拳形丁子、丹波守吉道の簾刃、 菊水刃、富士見西行慶長新刀の相州伝偏重に対し、古作五か伝全般を狙う 摂津、山城では助広と井上真改は洗練された綺麗な肌であるに対し、江戸は虎徹で素朴の中にも力強い 京大阪の新刀五鍛冶 初代伊賀守金道、初代丹波守吉道、初代越中守正俊、初代近江守久道、初代越前守信吉を江戸初期に認定されている。 江戸中期 元禄頃は刀剣の需要は減り、刀工の数も激減する。豪商の後援で脇差が多くなっている。 主水正清、一平安代、近江守久道、三代伊賀守金道、信国重包、安国、一竿子忠綱、 井上奇峰、伊勢守国輝、陸奥守包保、多々良長幸、伊賀守金道二代、大和守吉道、 総介兼重、大和守安定、三善長道、など有名刀工 江戸中期以後 江戸末期には幕藩体制に動揺の兆しが見られ尊皇攘夷運動が激しくなるが 江戸時代天明より 明治9年の廃刀令までの作刀を新々刀と呼ばれる。 新々刀で一番の刀工は川部儀八郎正秀(水心子正秀)、南海太郎朝尊、大慶直胤、、源清麿(山浦正行) 清人、左行秀、細川正義、太郎直勝、加藤綱英、固山備前介宗次、運寿是一、栗原信秀、山浦真雄、 尾崎助隆、月山貞吉、手柄山正敏、御勝山永貞、横山祐永、祐包、八代忠吉、奥大和守元平、正幸など 明治時代~現代
|
||||||||||||||||||||||||||||
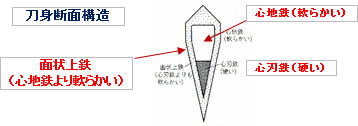
| |
||||||||||||||||||||||||||||
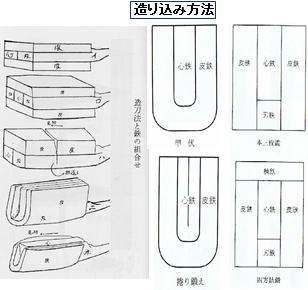
| この地球には数多くの金属が存在しますが、25%を占めるのが鉄と言われている。日本では鉄器が 用いられたのは縄文末期か弥生時代で朝鮮、中国からの輸入品で日本での製鉄は6世紀頃と推測できる。 朝鮮半島から現山陰地方へ来日した人の名が多々良公と言うそうである。 |
||||||||||||||||||||||||||||
たたら製鉄
日本刀を鍛える
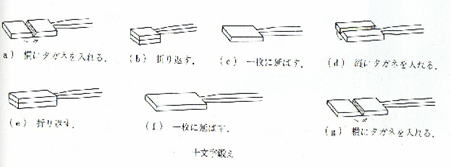
”相槌(あいづち)を打つ”:これは鍛錬するときに刀匠が小槌で合図しながら 2人、3人の弟子が大槌を打つ ことから生まれたことわざである 心鉄を鍛える
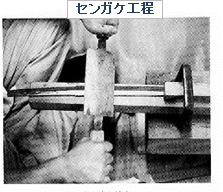
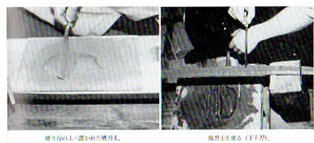
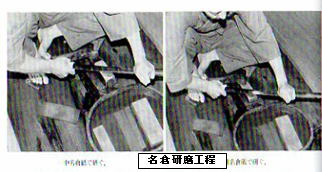
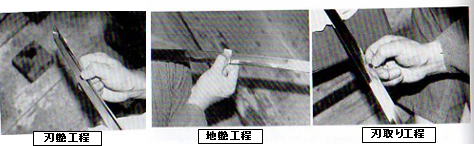
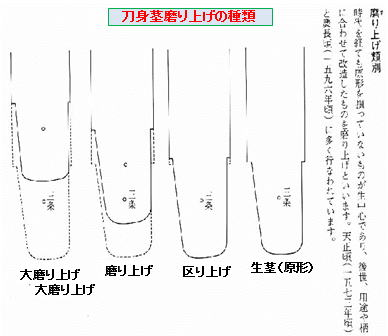
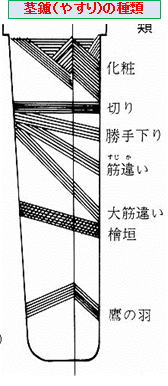
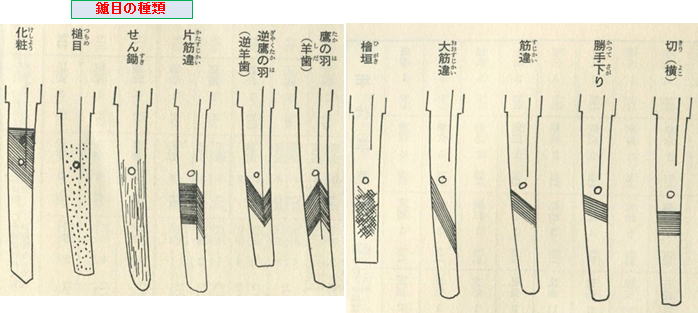
鍛冶研ぎとは無事焼き入れが終わって、さらに刀身に生じた曲がり、反り格好が修正された後に、刀匠が自ら行う研磨のことで 別名 ”鍛冶押し”と呼ばれる作業 茎仕立て 打ち上がったばかりの刀身は茎をも含めて焼けただれているので、これを鑢を用いてきれいに整形する。 この作業を ”茎仕立て”(なかごしたて)と呼ぶ この作業は古刀時代から行っていますが 鑢のかける角度や方法によって流派や刀匠によって違います。 鑑定上で重要な判断となります。 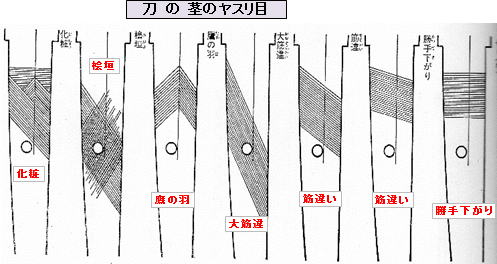 大阪新刀 薩摩 関系 古刀・新々刀 |
||||||||||||||||||||||||||||
| 銘切り 刀匠は研磨の後、自分で納得いく出来であるかどうかを判断して、銘を入れることとなります 作者の銘は:太刀であれば原則として茎の佩表(はきおもて)に太刀以外であれば指表(さしおもて) に刻み、これを“表銘” という、 製作年月日は裏側に刻む ”裏銘” 銘切りタガネと小金槌を用いて切る。 鍛冶研磨時に欠点が発見される場合もあります。 刃切れとは :焼刃が縦に裏表共ヒビ割れ 焼刃時に発生する 刀身の庇 :心鉄と皮鉄との接着が空気が入り鍛え傷および膨れとなる 焼刃切れ :匂、沸 切れとして焼刃土の問題 |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
砥石の種類 金剛砥石:250番~350番程度の人工砥石、自然砥石では大村・伊予砥がある。この砥石は錆や刃コボレや 変形直し等を修正する 備水砥:400番:下地研ぎで最初に使用する砥石で錆や変形、刃付け等の基本的な物である 改正砥:600番:下地研ぎの最後の砥石で、主に研ぎ目を細かくしていゆ作業で効きが強く平肉を落とすので 注意筋違いの研ぎする 中名倉砥:800~1200番砥ぎ目を細くし、針気のない軟らかい物を使用し、最初は大筋違いで次にやや斜目に 刀身をおく角度を定め 細名倉砥:1500~2000細名倉砥も前と同じように研ぎ砥ぎ目を無くす。下地研ぎの総仕上げともいうべき、 時間掛けて仕上げる事 内曇刃砥:4000~6000内曇砥石は人工砥は使用出来ず、刀剣用専門でないと刀身の地肌、焼き刃の 働きは出ません。地砥と刃砥の2種類があり、軟らかい物が刃引き用と使用される。刃紋や鍛え肌が 鮮明に出てきて重要な砥石である、最近この砥石がなくなっております。内曇砥に代わりスイタ砥石 刃艶砥:内曇砥を小さく薄く裂き、平らにすり、1cmぐらいとして、裏に吉野紙を漆で裏打ちして作る。砥汁を付けて 親指に乗せて研ぐ 地艶砥:成滝砥を小さく薄く裂き、平たくして刃艶砥と同じように裏張り物と指で砕いてそのまま親指に乗せて研ぐ 拭い :研ぎされた刀身に独特の光沢をつけるに拭いをするがこの拭いとは一種の磨き粉のようなものでその 作り方は流派によって秘伝とされ、いろいろな方法がある。最も多く用いられる方法として金肌(酸化鉄)を 長時間焼き、乳鉢で微粉末にして丁子油を混ぜて吉野紙で透かし汁を青梅綿で刀身をこする。金肌に 青粉や金粉混ぜることもある。青黒くすることで地肌が鮮明に現れてくる。 刃取り: 刃取りとは、焼きの入った刃紋の部分を白く、美しく研磨して仕上げる事で、砥石は刃艶砥と同じの物で 軟らかい物で小判型や菱型にして刃縁に添って白くする。地は黒く、刃は白く 刃取りしないで刃紋その状態を引き立てる方法として差し込み研ぎがあります。この場合は磁鉄鉱を 粉末にして金肌と同じように処理する。備前刀のような丁子刃紋は見栄えがいいでしょう。 磨き: 鎬地と棟を、磨き棒やへラを用いて磨く、磨き棒は合金の硬い金属を使用する。鏡の様にする 帽子の仕上げ:横手を切るという 直角に切るのが常識である。 ナルメ:帽子の横手を揃えてナルメ台に薄い内曇り砥の小さい物をのせて軽い力でゆっくり研磨すると 帽子が白くなる
|
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
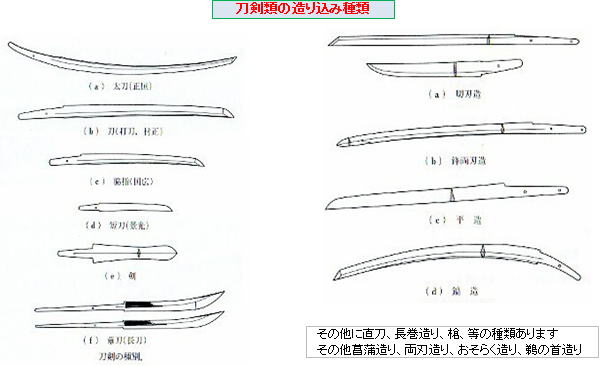
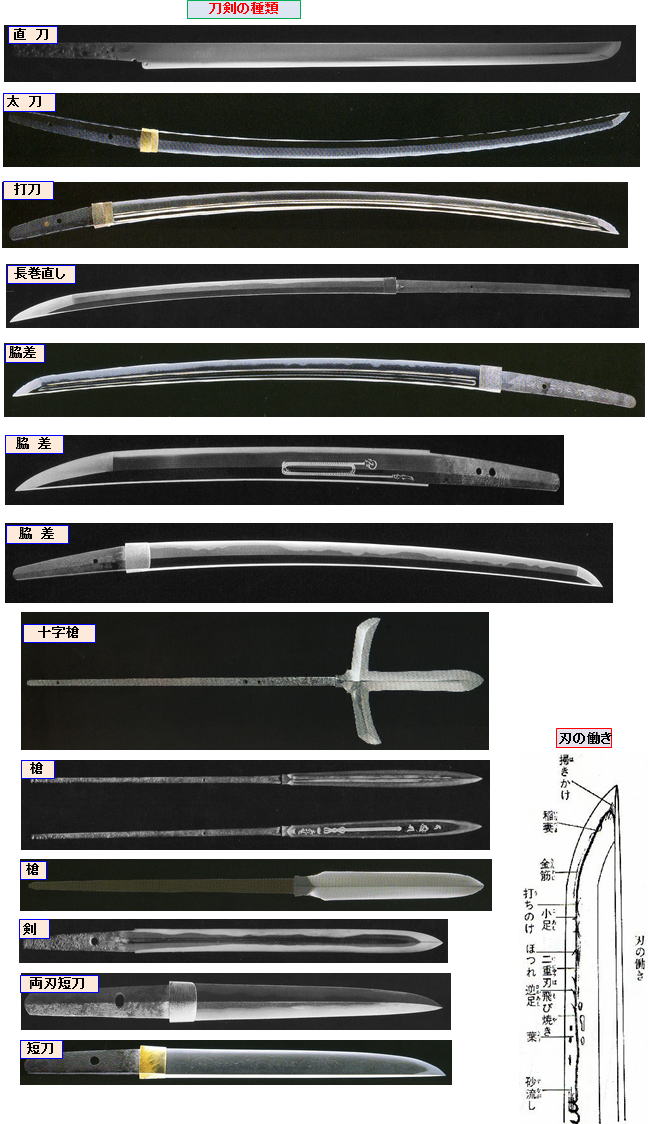
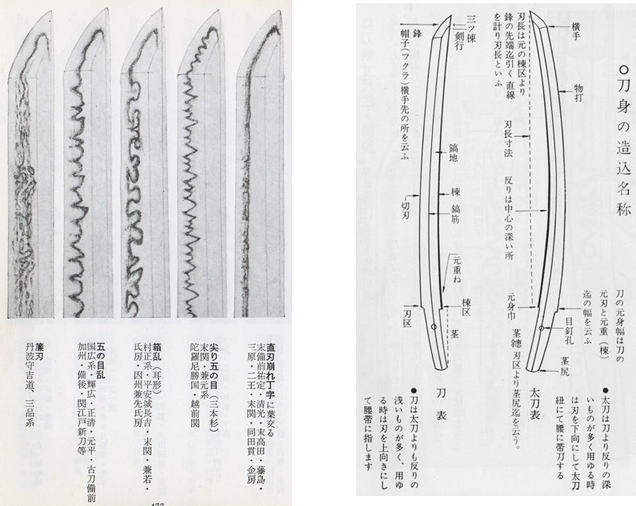
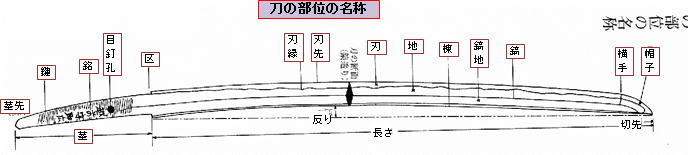  平造り: 主に短刀が多く脇差でも40cm以下である 片切り刃: 片面は平造りで片面は刃紋縁から鎬線のようになっているはあんまり見かけない 鎬造り: 一般的な造りで平安時代初期から現在まで続く 小鳥造り: 直刀に多く奈良時代から平安初期に多く、公家、皇族帯刀、儀礼刀に見られる |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
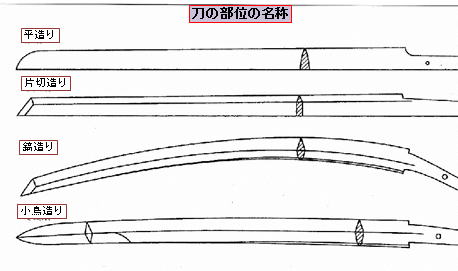
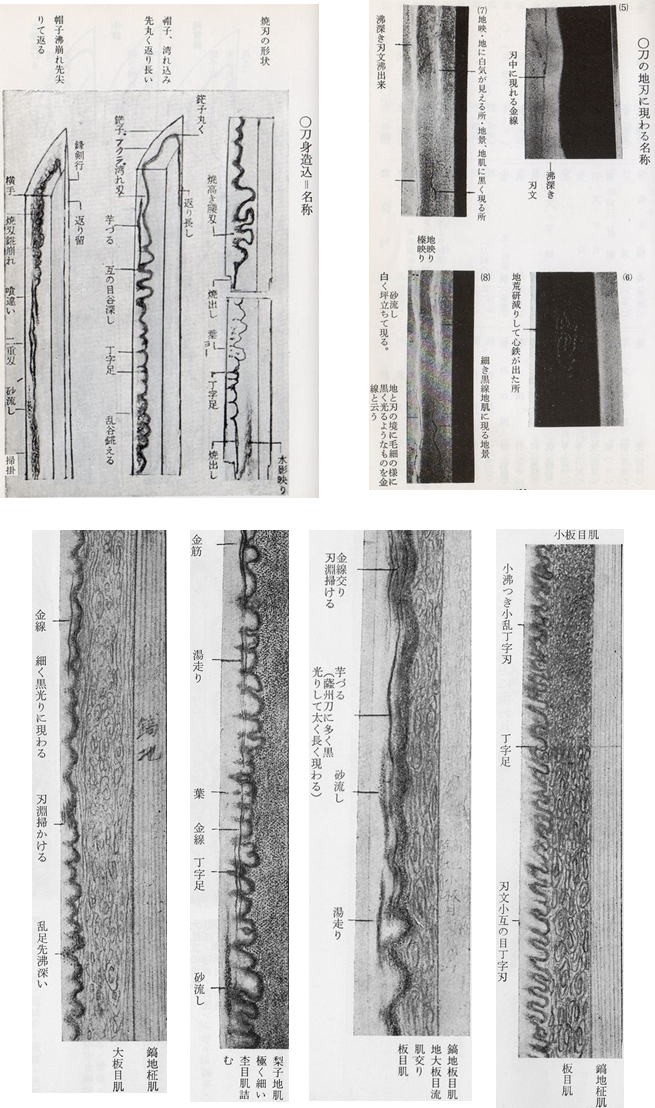
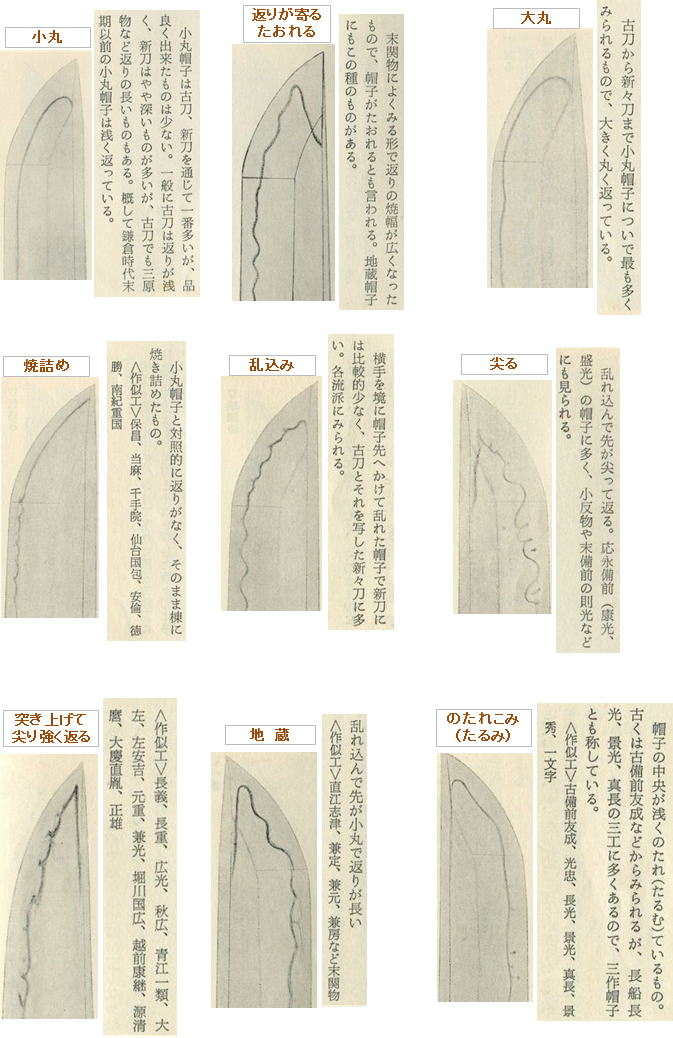
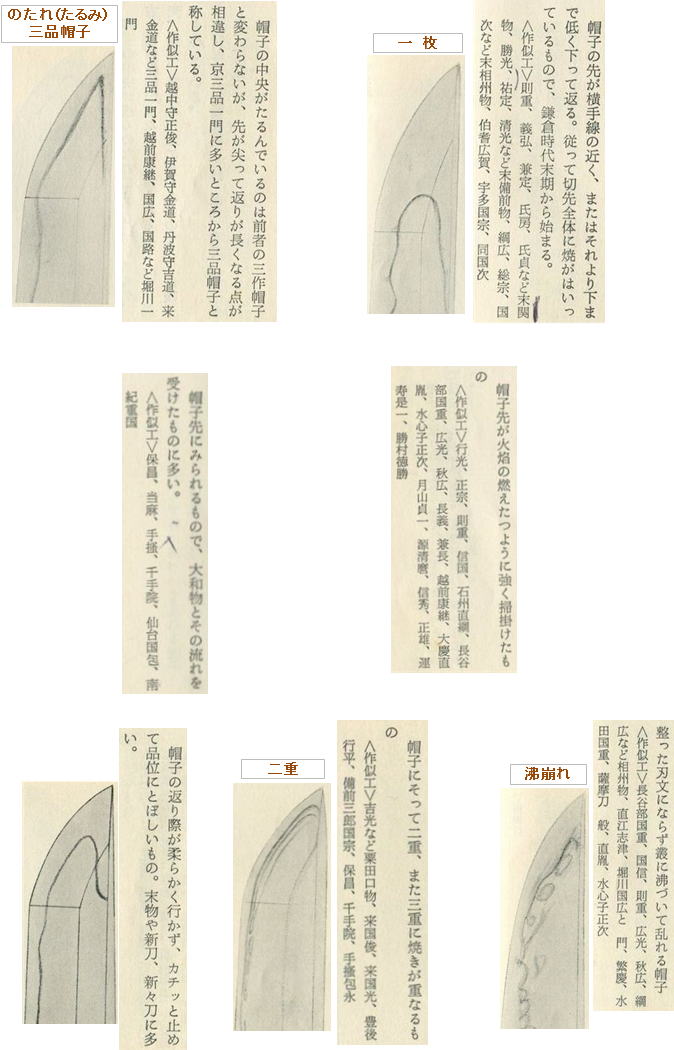
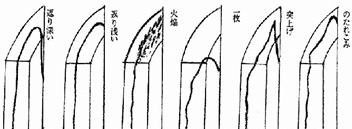  帽子の焼きの無いものは美術価値がありません。実戦で先折れたものが多く見る。焼き種類は流派及び刀匠に よって異なるが、この帽子の焼きによっての鑑定に重要、 素延べ昭和刀の軍刀は油焼きで帽子の焼きで判明可能です。 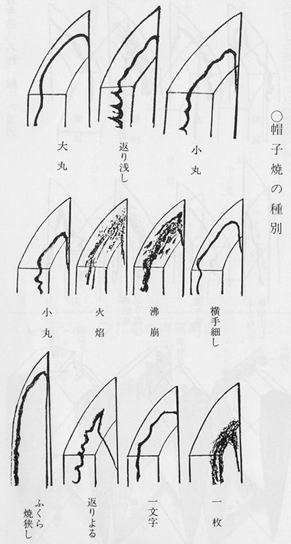 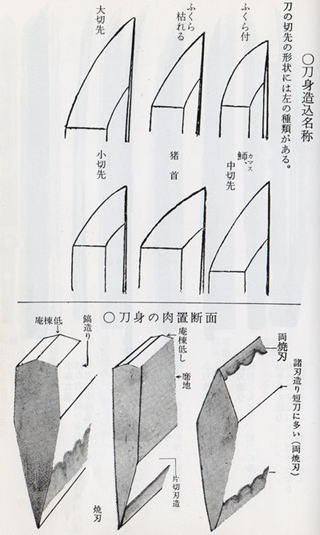 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
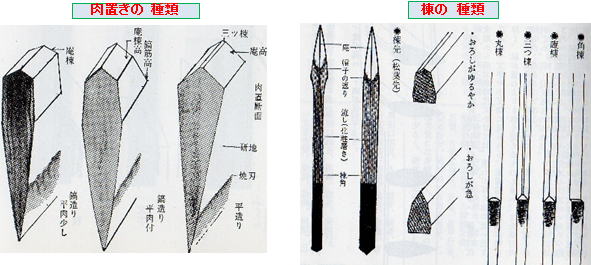
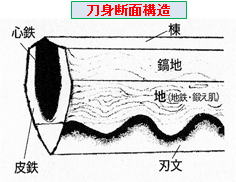
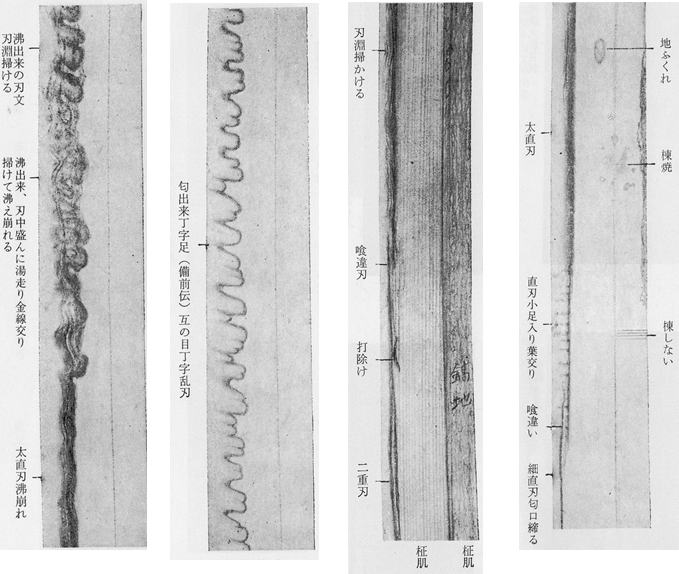
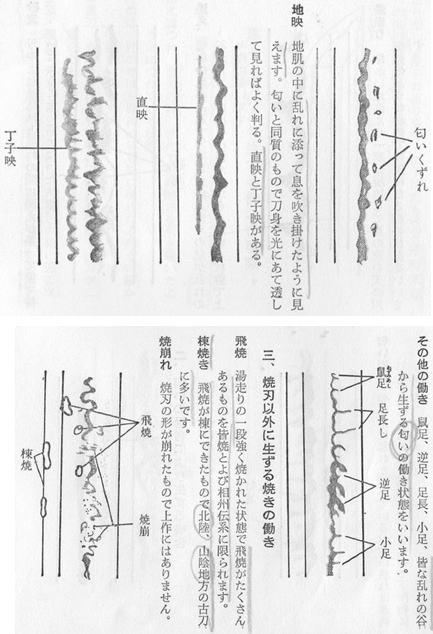
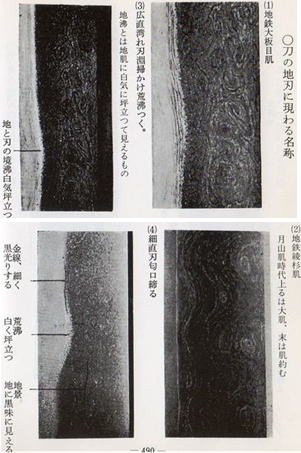 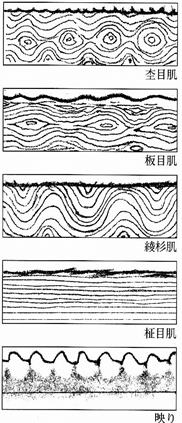 折り返し鍛錬で上図のような肌が現れます。各流派及び刀匠によって鍛え方が違います。その他に小糠肌があり 無地風に見える。昭和刀の美術価値の無い素延べは無地風な肌となります。 |
||||||||||||||||||||||||||||
  |
||||||||||||||||||||||||||||
   |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
  |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
             |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
   白鞘は休み鞘とも言われて保存時に使用 |
||||||||||||||||||||||||||||
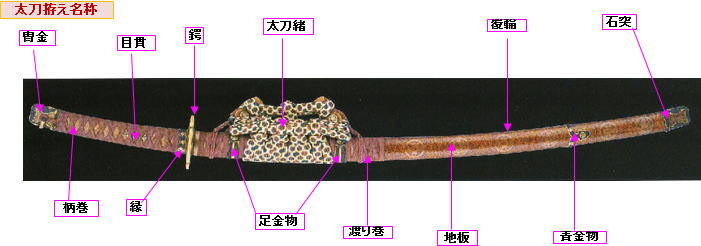
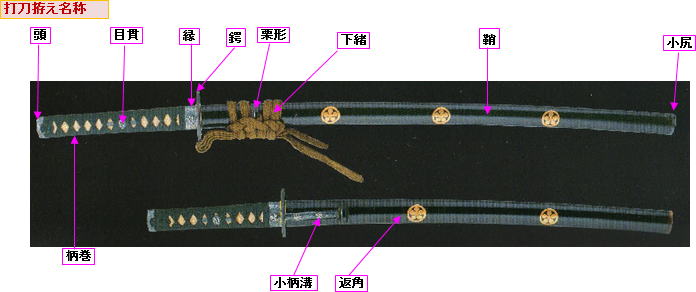
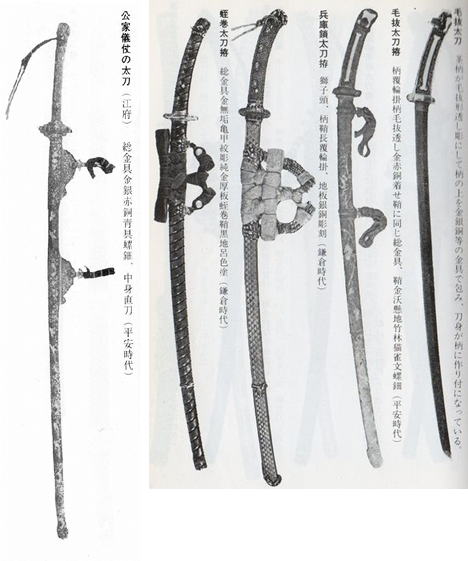
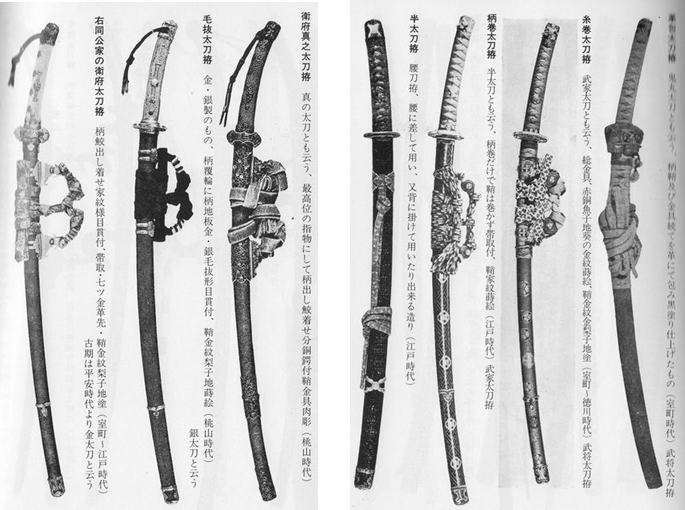
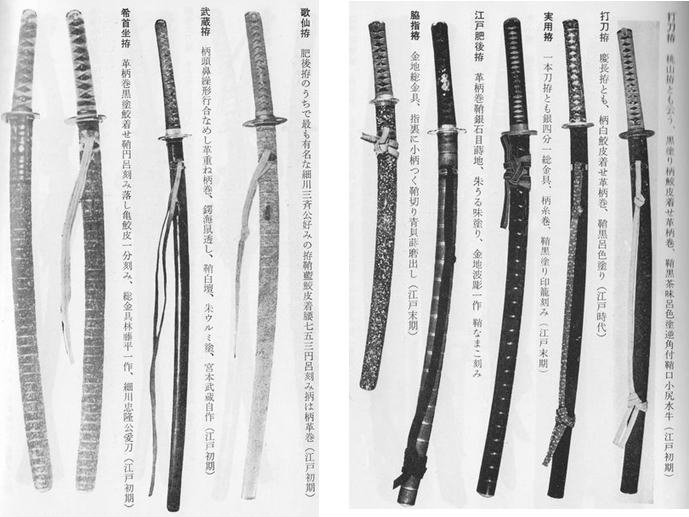
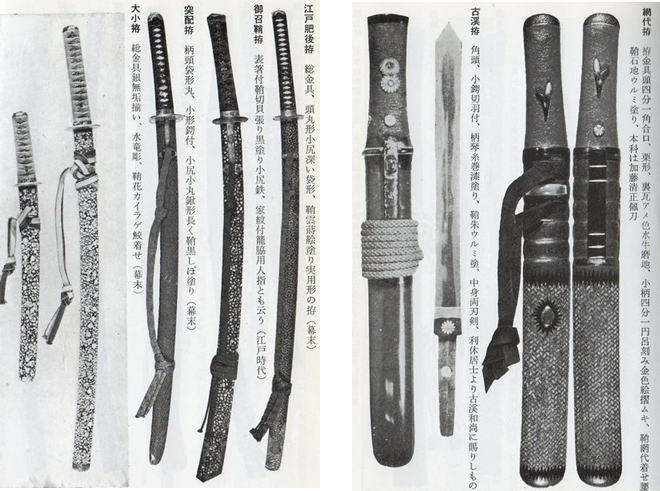
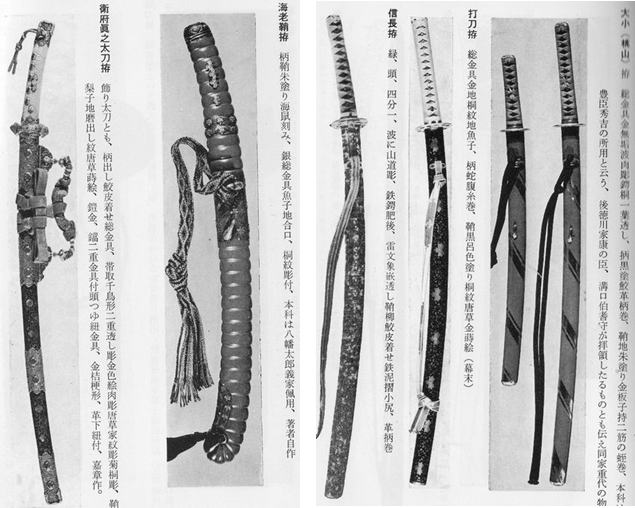
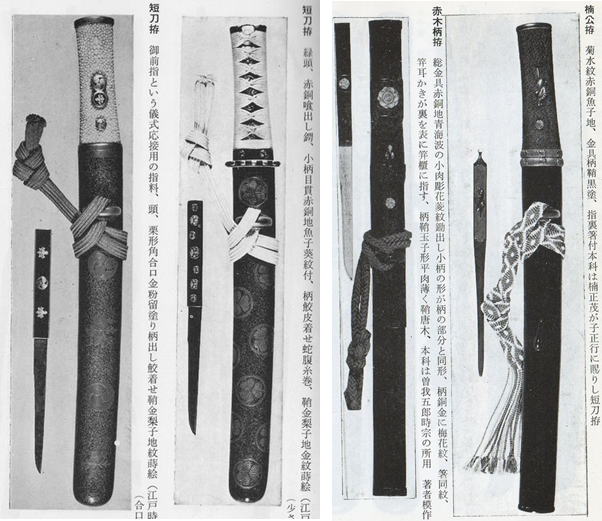
刀剣の外装
|
||||||||||||||||||||||||||||
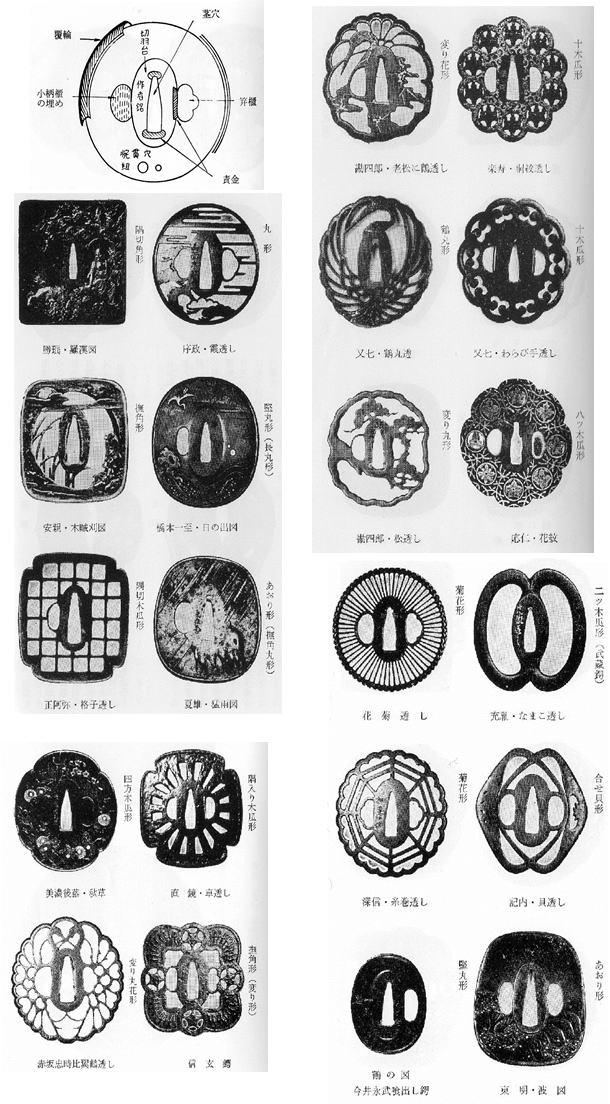
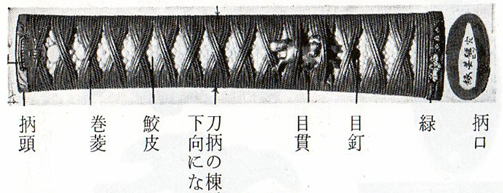
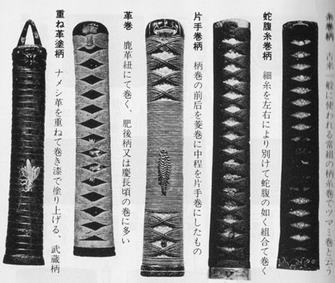
| 刀装具の種類 | ||||||||||||||||||||||||||||
ことわざ2 : 鍔迫り合い |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
      |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||
  |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
日本刀剣 初期講座
|