|
 |
|
|
|
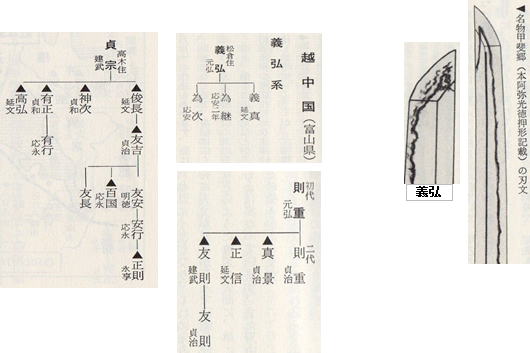
| 刀工系統と作柄総覧(古刀編)1 (東北・北陸・関東・美濃) |
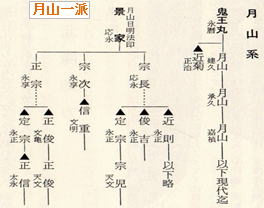
| 総論:東北地方は、非常に古い時代から鎌倉時代の中期頃まで、蝦夷の豪族のお抱え鍛冶であった舞草、宝寿、月山鍛冶と |
|||||||||||||||||||||
|
|||||||||||||||||||||
| |
|||||||||||||||||||||
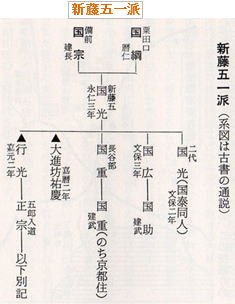
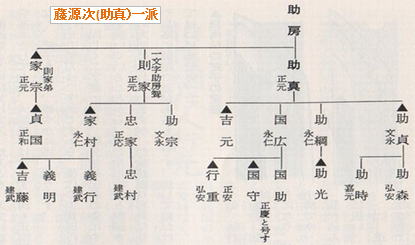
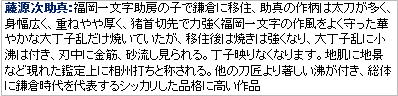
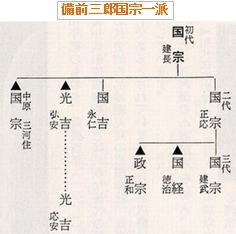
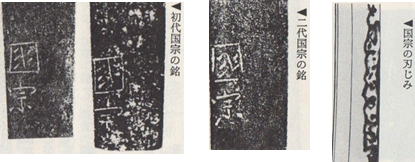
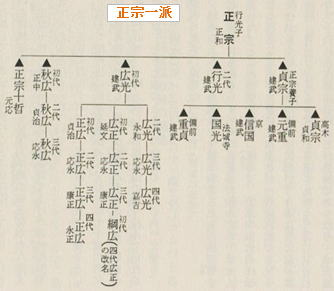
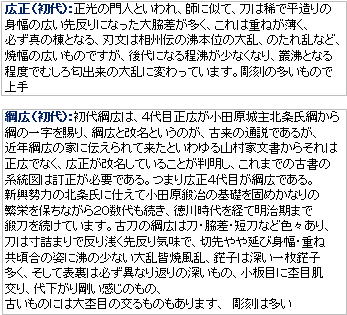
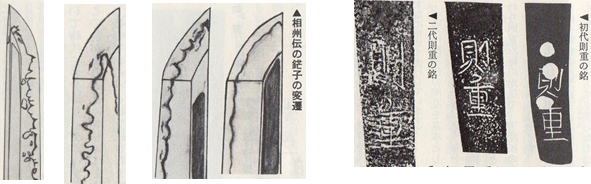
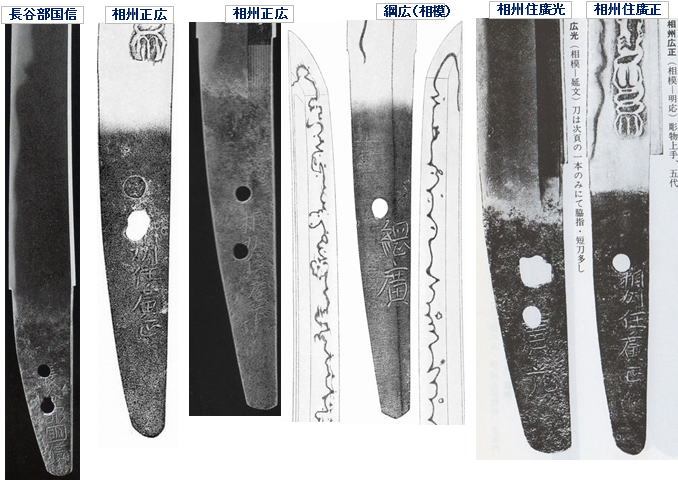
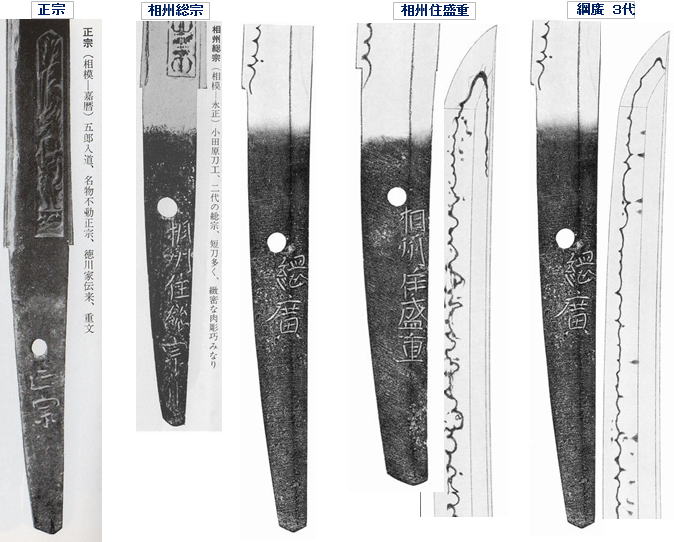
関東地方に有名な刀匠を見たのは、源頼朝が幕府を開い以後の執権5代北条時頼により、建長頃京都の粟田口綱国、備前国より 備前三郎国宗、少し遅れ備前福岡一文字の助真一門の移住を見て、3グループによる鎌倉鍛冶の基礎が築かれた。最初は3色3様 の作柄であったて技術交流はなかったが、備前三郎国宗の子、新藤五国光が粟田口国綱の養子となり、備前伝と山城伝双方を学び 新しい鍛刀法を工夫し、さらにこの技法を行光に伝え、行光はさらに正宗に伝授する。正宗が相州伝法を完成させて、門人つまり 正宗十哲といわれる名匠達がそれぞれ国に帰り相州伝の全盛時代を迎える。鎌倉幕府が滅亡すると鎌倉鍛冶も陰を潜め、室町中期 頃には誰一人鍛冶はいないという悲惨な状況にいたっています。ただ僅かに綱広一門が相州小田原に地にて、祖父の伝承をようやく 守りながら生計を立てていた。これらを末相州鍛冶と呼んでいる。
|
|||||||||||||||||||||
| |
|||||||||||||||||||||
|
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
|||||||||||||||||||||
| |
|||||||||||||||||||||
  |
|||||||||||||||||||||
 |
|||||||||||||||||||||
 |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
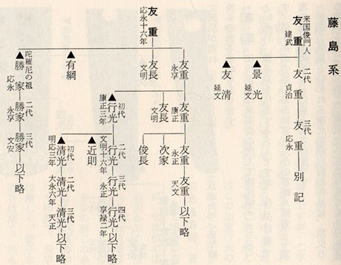
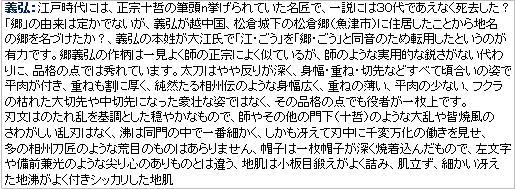
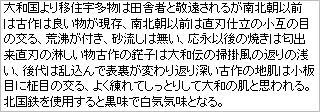
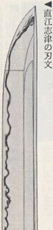
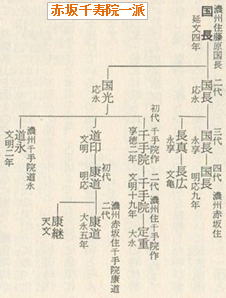
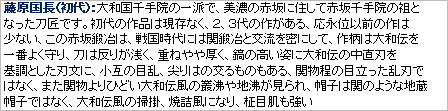
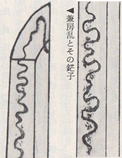
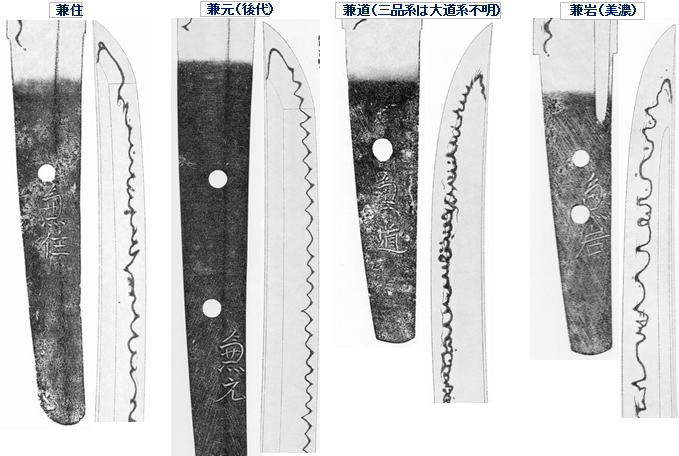
| 現存は応永以後が多く、備前・美濃・相州の伝法を一丸とした脇物と称される備前?美濃?の思ったら藤島だよ! 腰反りで身幅・重ね頃合いで室町末は反り浅くなる、沸本位の互の目乱や、のたれ乱に箱かかった乱、尖り刃が 交るもので叢沸や砂流し、刃中の働きなく、焼崩れが見る、北國ものとしておだやか、鋩子は乱込、焼き崩れて 表裏の焼刃が異なり返りはやや深い程度、小杢目に柾目が交り黒味を帯び、肌立つ、北国肌
|
|||||||||||||||||||||
|
|||||||||||||||||||||
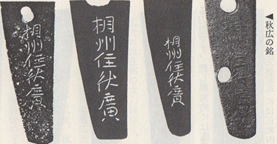
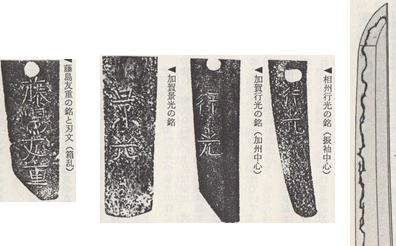
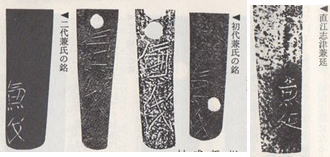
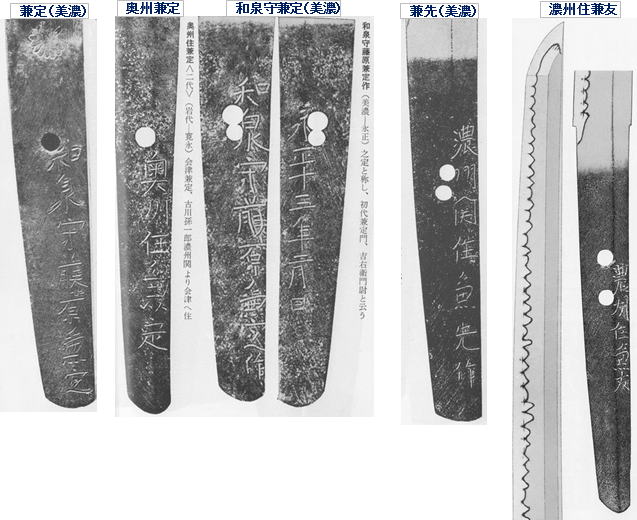
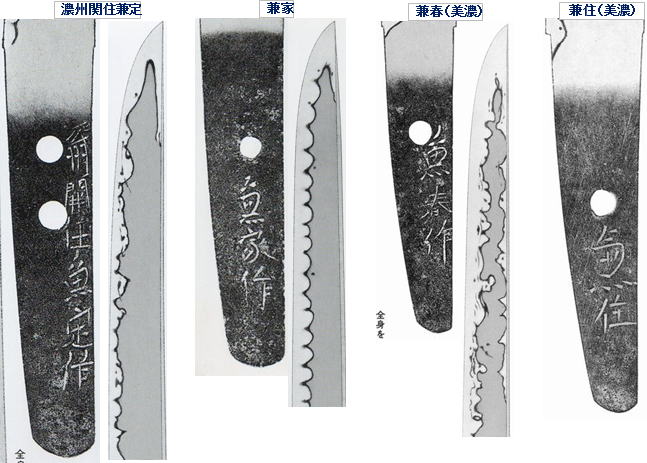
北国刀工銘文 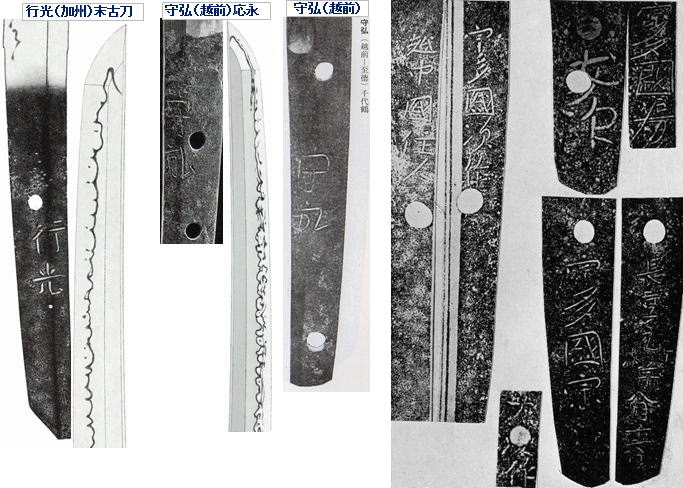 |
|||||||||||||||||||||
| |
|||||||||||||||||||||


|
|||||||||||||||||||||

    |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||